





OUR STRENGTH
丸松織布の強み
製造工程・設備
MANUFACTURING PROCESS
長年培ってきたノウハウを活かした
製造工程
織物は、使用する糸の種類や密度・織り方などによって、それぞれの製造工程において注意すべき部分が異なります。
各工程において過去の経験・データを活かして、高品質な織物を提供することを継続してきました。
製造工程・設備の紹介
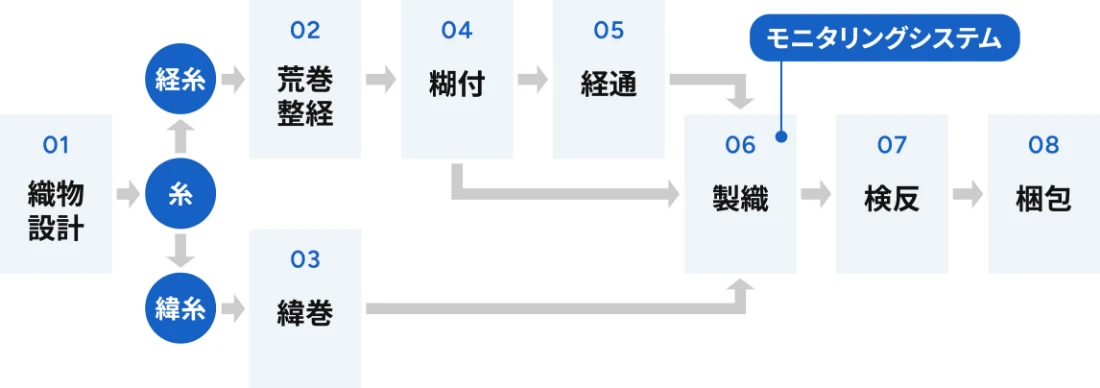
01織物設計
織物規格に基づいて、組織図、経糸本数、長さ、密度、幅などを決めて設計書を作成します。
02荒巻整経
設計書に基づいて、必要な数量の糸を一定の張力で引き出して、必要な長さを巻き取ります。

荒巻整経機
03緯巻(ワインダー)
糸をラージ化して緯糸に使用します。(入荷した巻糸を直接製織工程で使用する場合もあります。)

ワインダー
04糊付(サイジング)
荒巻整経で巻かれた経糸に糊を付けます。糊を付ける事により、強度を増したり、毛羽が押さえられ表面の平滑性を増します。
それにより、製織工程での糸切れを減少させ、停止時間を短縮させます。織物規格によって糊剤成分を調整しています。

糊付け機械(サイザー)
05経通(ドローイング)
設計書に従って、経糸をドロッパー、ヘルド、リードの順番に通します。
製織工程(織機)に対して、仕掛ける状態にする最後の準備工程です。
この工程により、織物の組織(柄)を変える事が出来ます。(同じ種類の織物を同じ織機に続けて製織する場合はこの工程は除かれます。)


ドローイングマシン
藤堂製作所「織鶴」を世界初導入。これによりクイックな対応が可能になっています。
06製織(モニタリング)
準備工程で用意された経糸、緯糸を織機に仕掛けます。
設計書通りの織物組織(柄)になるように、ヘルドを使って経糸を上下に開口させます。上下に開口された経糸の間に緯糸が入ります。
丸松織布では全ての織機が、エアジェット織機と呼ばれている圧縮された空気を利用して緯糸を入れております。
リードで緯糸を織前まで打ち込みます。
糸切れを検知する装置(ドロッパー、フィラーなど)により、糸切れが発生した時は織機を瞬時に停止し、欠点の発生を防ぎます。
モニタリングシステム
全機台の各種情報を一元管理しデータ化する事により、ロットや納期の管理を行います。

エアージェットルーム
津田駒製エアージェットルーム「ZAX001neo」により、高品質・高生産性を追求
07検反
製織された織物は、それぞれの用途に合わせた基準に従って検査し、欠点の修正、格付けをおこないます。
また、検査で発見された欠点の内容をすぐに前工程に連絡して、同じ欠点が発生する事を防止します。
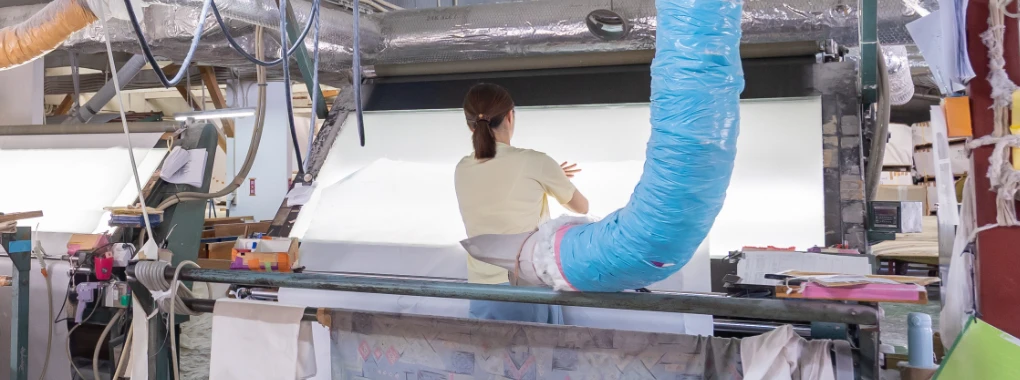
検反機
08梱包
同じ織物ごとに梱包して出荷に備えます。

梱包機